








印刷完稿大揭密:從新手到專家,讓您的設計完美呈現
 2025-06-04
2025-06-04在設計的世界裡,創作者們嘔心瀝血,將無數的巧思與創意傾注於作品之中。當數位檔案終於完成,那份期待它在實體印刷品上大放異彩的心情,無疑是令人振奮的。然而,這最後一哩路——印刷完稿,卻往往是許多人容易忽略,甚至感到困惑的環節。
想像一下,精心設計的色彩在印刷後變得黯淡無光、清晰的圖像變得模糊不清、重要的文字被無情裁切,或是因為檔案規格不符而導致時程延宕與額外成本。這些都是對創作者心血的打擊。
精通印刷完稿知識代表著設計師對創作流程的完整掌控,確保設計理念能夠忠實傳達,不因技術問題而打折。更重要的是,正確的完稿能顯著節省寶貴的時間與金錢,避免不必要的返工與浪費。在現今競爭激烈的市場環境中,一份專業、高品質的印刷品,是品牌形象的延伸,也是設計師專業能力的體現。掌握這些知識,無疑能幫助設計師在眾多競爭者中脫穎而出,贏得客戶的信賴與讚譽。

許多時候,問題的發生並非源於設計本身,而是對印刷這門「物理轉化」過程的不了解。因此,與其在問題發生後手忙腳亂地補救,不如從一開始就建立正確的觀念與作業流程,這才是事半功倍的關鍵。
印刷完稿的核心概念
要確保數位設計稿能順利轉換為精美的印刷品,首先必須理解幾個印刷特有的核心概念。許多看似複雜的印刷問題,其根源往往是對這些基礎知識的誤解或忽略。
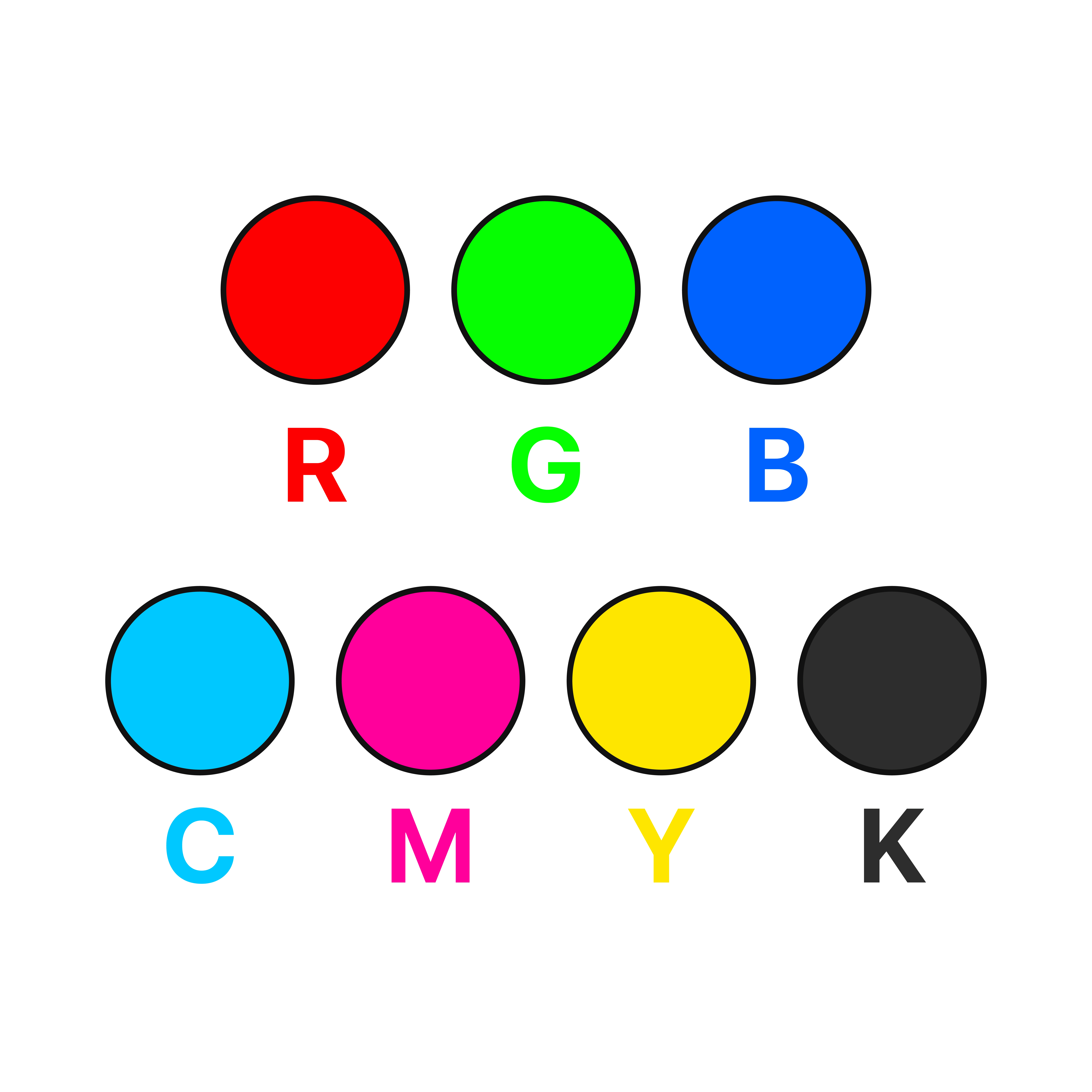
A. 色彩模式的奧秘:CMYK 與 RGB 的抉擇
色彩是設計的靈魂,但在數位世界與印刷世界中,色彩的呈現方式卻截然不同。最常見的兩種色彩模式便是 RGB 與 CMYK。
🔹 RGB (Red, Green, Blue):
此為光的三原色,主要應用於數位顯示器,如電腦螢幕、手機、相機等。RGB 採用「加色法」原理,三色光混合越多,顏色越亮,當三色光均達到最大強度時,便會呈現白色。其色域(可顯示的顏色範圍)相對較廣。
🔹 CMYK (Cyan, Magenta, Yellow, Key/Black):
此為印刷四色,是顏料的色彩模式,主要應用於印刷品。CMYK 採用「減色法」原理,油墨吸收部分光線,反射剩餘光線形成顏色。理論上 C、M、Y 三色混合應為黑色,但實際印刷時,三色混合的黑色不夠深沉,且浪費油墨,故加入 K (黑色) 以強化暗部細節並節省成本。其色域相較 RGB 略小。
♦️ 為何印刷必須選擇 CMYK?
關鍵在於兩者運作原理的根本差異。若將 RGB 模式的檔案直接用於印刷,印刷廠的系統會自動將其轉換為 CMYK。由於 RGB 色域通常大於 CMYK,某些在螢幕上鮮豔亮麗的顏色(尤其是螢光色、部分鮮綠色和亮藍色)在 CMYK 模式下可能無法完美重現,導致印刷成品顏色變得暗淡、混濁,與設計師在螢幕上看到的產生巨大落差。這就像您想用三種顏色的手電筒光束混合出所有顏色,這與用三種顏色的顏料混合是完全不同的概念;前者越混越亮,後者越混越暗。
✅ 實用建議:
為避免色彩失真,所有用於印刷的設計稿,務必從一開始就在設計軟體中設定為 CMYK 色彩模式。若原始素材為 RGB (如數位相片),也應在編修後轉換為 CMYK,並仔細檢視顏色變化,進行適當調整。例如,在 Adobe Photoshop 中,可透過「影像 > 模式 > CMYK 色彩」進行轉換。
CMYK vs. RGB - 為何印刷選擇CMYK?
 理解並正確運用色彩模式,是印刷成功的基石。許多「印出來顏色不對」的抱怨,往往源於此處的疏忽。
理解並正確運用色彩模式,是印刷成功的基石。許多「印出來顏色不對」的抱怨,往往源於此處的疏忽。
B. 解析度的真相:DPI/PPI 如何影響印刷品質
解析度是衡量圖像細緻度的重要指標,直接影響印刷品的清晰度。我們常聽到的 DPI 與 PPI,雖然相關,但應用場景不同。
🔹 PPI (Pixels Per Inch):
每英寸像素數量,主要用於描述數位影像在螢幕上顯示時的像素密度。
🔹 DPI (Dots Per Inch):
每英寸墨點數量,用於描述印刷品上墨點的密度。
♦️ 為何解析度對印刷如此重要?
圖像由無數微小的像素或墨點組成。若解析度不足,意味著單位面積內的像素或墨點過少,當圖像放大或印刷出來時,這些「點」就會變得粗大可見,導致圖像模糊、邊緣出現鋸齒狀,俗稱「起格」或「馬賽克」現象。這就像用太少塊的拼圖去拼凑一幅巨大的畫作,細節必然失真。
☑️ 標準建議:
對於大多數追求高品質的印刷品(如宣傳冊、書籍、名片等),圖像解析度應設定為 300 DPI (在最終印刷尺寸下) 。這意味著在1英寸的長度內,會有300個墨點來構成圖像,足以呈現清晰的細節。而網頁上常用的 72 PPI 或 96 PPI 圖像,若直接用於印刷,除非大幅縮小尺寸,否則品質將難以接受。
✅ 實用建議:
在設計初期,就要確認所使用的圖片素材是否具有足夠的解析度。切勿將低解析度的網路圖片直接用於重要印刷品。在影像處理軟體中放大低解析度圖片,並不能真正增加細節,只會讓現有的像素點變大,使圖像更加模糊。這好比一杯水(視覺資訊量)無法填滿一個大水桶(所需印刷尺寸),強行拉伸只會讓水變得稀薄(品質下降)。
C. 出血位設定:完美裁切的關鍵
「出血」(Bleed) 是印刷行業的專有名詞,指的是在設計稿件的實際完成尺寸之外,額外延伸出去的圖像或底色區域。
♦️ 為何需要出血?
印刷品在完成印刷後,通常需要進行裁切,以達到最終的成品尺寸。然而,印刷機的紙張定位和裁切機的裁刀操作,都可能存在微小的誤差(通常在1-2mm之間)。如果設計的圖像或顏色恰好只做到裁切線邊緣,那麼任何一點點的裁切偏差,都可能導致成品邊緣露出一條不美觀的白邊,或是將部分設計內容裁掉。這就像油漆工在牆角刷漆時,會用膠帶貼出邊界,並將油漆稍微刷過膠帶一些,撕掉膠帶後才能得到平整完美的邊緣。出血位就扮演了類似「油漆稍微刷過膠帶」的角色。
☑️ 標準建議:
一般而言,出血位的設定值為上下左右各 1mm 至 3mm 。例如,一張標準名片完成尺寸為 90mm x 54mm,若要求四邊各出血 1mm,則完稿檔案的尺寸應設定為 92mm x 56mm 。對於海報、DM 等較大的印刷品,出血值可能需要到 2mm 或更多。具體數值應向合作的印刷廠確認。
✅ 實用建議:
任何希望延伸至成品邊緣的背景、圖片或色塊,都必須確實地延伸到出血線之外。如果設計的背景是白色,且沒有任何元素觸及邊緣,則理論上可以不設出血,但這並非普遍情況。
D. 安全邊界:保護您的重要內容
與出血位向外延伸的概念相對,「安全邊界」(Safe Area/Margin) 是指在成品裁切線向內縮入的一個區域。
♦️為何需要安全邊界?
如同出血是為了防止裁切不足而露白,安全邊界則是為了防止裁切過度而將重要內容裁掉。由於裁切時可能存在的誤差,如果將文字、Logo、QR Code 等關鍵資訊放置得過於靠近裁切線,就有被一併裁切掉的風險,影響資訊的完整性與美觀。
☑️ 標準建議:
安全邊界通常建議距離裁切線內縮 3mm 至 5mm。對於特別重要的元素,如公司標誌或核心聯絡方式,甚至可以考慮預留 10mm 至 15mm 的更大距離。
✅ 實用建議:
在排版時,務必將所有不想被裁切風險波及的文字、圖像等核心內容,都放置在安全邊界以內。這三者——出血、安全邊界與解析度——並非孤立存在,而是共同作用,以應對印刷和裁切過程中的物理公差。出血確保了邊緣的完美,安全邊界保護了核心內容的完整,而足夠的解析度則保證了在這些範圍內的圖像清晰可見。任何一環的疏失,都可能影響最終成品的品質。
理解這些規則背後的「為什麼」(例如,機械裁切的物理限制),遠比單純記住「要做什麼」更為重要,因為這能讓設計師在面對不同情況時,做出更明智的判斷。這也突顯了印刷設計的核心挑戰之一:如何將完美的數位構想,轉化為受物理條件限制的實體產品。
表4: 標準出血與安全邊界建議值
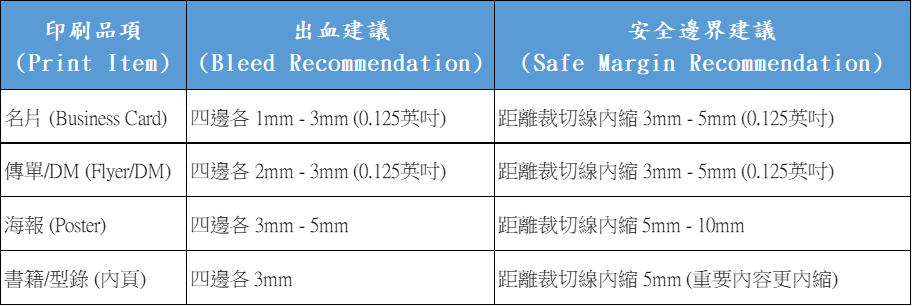 註:以上數值為一般建議,實際應以合作印刷廠的規範為準。
註:以上數值為一般建議,實際應以合作印刷廠的規範為準。
精通完稿要素:十大必備檢查清單
掌握了核心概念後,接下來便是將這些概念應用到實際的完稿作業中。
以下列出十大必備檢查要素,如同飛行員起飛前的檢查清單,逐項確認,才能確保設計稿件順利「起飛」,完美「降落」為印刷成品。這些細節看似繁瑣,卻是決定印刷成敗的關鍵所在,任何一個小疏忽都可能導致意想不到的問題。
A. 字體處理:建立外框 vs. 嵌入字型
字型是設計中傳達訊息與風格的重要元素。若未妥善處理,印刷廠在開啟檔案時,若其電腦系統中缺乏您所使用的特定字型,系統便會自動以預設字型替代,導致字體、字距、甚至整體版面錯亂,設計美感蕩然無存。
✔️ 解決方案:
1.建立外框 (Create Outlines / Convert to Curves):
此方法是將文字轉換為向量圖形路徑。轉換後,文字不再是可編輯的「字型」,而是變成了「圖形」,因此不再依賴特定字型檔案的存在。這對於提交 EPS 檔案或處理有授權限制的字型時特別有用。在 Adobe Illustrator 中,選取文字後,執行「文字 > 建立外框」(快捷鍵 Ctrl+Shift+O 或 Cmd+Shift+O) 即可。
2.嵌入字型 (Embed Fonts):
此方法是將字型檔案的數據資料直接包含在最終的印刷檔案中(通常是 PDF)。這樣即使印刷廠的電腦沒有安裝該字型,也能正確顯示和印刷。PDF/X 標準通常會要求嵌入所有使用的字型。
✳️ 考量與建議:
● 建立外框後文字將無法再次編輯,因此建議在確認所有文字內容無誤後再執行此步驟,並保留一份未轉外框的可編輯原稿。
● 嵌入字型雖然會略微增加檔案大小,但能保留一定的編輯彈性(儘管最終印刷檔應以不再編輯為原則)。然而,部分字型因授權限制可能不允許嵌入。
● 對於大多數提交 PDF 檔案的印刷流程而言,透過 PDF/X 預設設定自動嵌入字型是常見且推薦的做法。但若有疑慮或特殊情況,將文字建立外框是最保險的作法。可以將「建立外框」想像成替文字拍了一張「照片」,無論誰看都不會變樣;而「嵌入字型」則像是把製作這道菜的「食譜」附上,對方可以依照食譜重現。

B. 圖像處理:嵌入、解析度與格式
圖像品質直接影響印刷品的視覺效果。
🔹 嵌入圖像 (Embed Images):
設計檔案中使用的所有圖片,都應「嵌入」到檔案中,而非僅是「連結」。若只使用連結,當原始圖檔被移動、更名或遺失時,印刷廠開啟您的設計檔時便會提示找不到圖片,導致圖片無法正常印刷。在 Adobe Illustrator 中置入圖片時,取消勾選「連結」選項,或在置入後選取圖片,點擊控制面板中的「嵌入」按鈕。
🔹 解析度 (Resolution):
再次強調,印刷用圖像解析度標準為 300 DPI (在最終輸出尺寸下) 。
🔹 圖像格式 (Image Formats):
● TIFF (.tif):
無損壓縮格式,適合高品質印刷,支援透明背景和多個圖層(但送印前通常建議平面化)。
● PSD (.psd):
Photoshop 原生格式,若需保留圖層以便印刷廠進行微調(需事先溝通),可提供此格式。但最終送印前,通常也建議平面化。
● EPS (.eps):
向量圖形格式,適合 Logo、圖示等。點陣圖也可存為 EPS,但較少見。
● JPEG (.jpg):
有損壓縮格式。若使用 JPG,務必選擇最高品質、最低壓縮率,並確認色彩模式為 CMYK 且解析度足夠。一般不建議用於追求極致品質的印刷。
最終,這些圖像元素通常會被整合到 PDF 檔案中提交。
C. 線條粗細:確保線條清晰可見
設計稿中的線條如果設定得過細,在印刷過程中可能會因為物理限制而無法清晰呈現,甚至斷裂、消失。
☑️ 建議:
線條的最小粗細通常建議不低於 0.25pt (約等於 0.076mm 至 0.1mm) 。對於數位印刷,某些設備的最小線寬要求可能更細,如 0.088mm 。若使用軟體中的「極細線」(Hairline) 設定,務必手動為其指定一個明確的磅數值。
⚠️ 注意:
部分軟體的預設極細線可能低於安全印刷標準。在不確定的情況下,寧可將線條設定得略粗一些,尤其對於重要的框線或裝飾線條。
D. 黑色設定:單色黑與四色黑的藝術
黑色的運用在印刷中是一門學問,不同的黑色設定會產生截然不同的效果。
🔹 單色黑 (100K Black / Pure Black):
指 CMYK 值為 C:0 M:0 Y:0 K:100 的黑色。這種黑色僅使用黑色油墨印刷,線條銳利,特別適合用於內文、小字號文字及細線條,能有效避免因套印不準而產生的疊影或模糊問題。
🔹 特黑 (Rich Black / 四色黑的應用):
指在 K:100 的基礎上,再混入一定比例的 C、M、Y 油墨,以產生更深沉、飽滿的黑色效果。純 K100 的黑色在大面積實心色塊中,有時會顯得不夠黑亮,甚至略帶灰色。
⚠️ 注意:
應避免使用「レジストレーションブラック」(Registration Black,即 C:100 M:100 Y:100 K:100)。這種黑色是軟體中用於套準標記的顏色,總墨量高達 400%,遠超一般印刷品的油墨承載能力,容易導致油墨乾燥過慢、背印(油墨沾染到下一張紙的背面)、甚至紙張破損等問題。一般印刷品的總墨量建議控制在 200% 至 250% 以下,具體依紙張和印刷方式而定。
☑️ 特黑建議配方:
● 一個常見的參考值是 C:60 M:40 Y:40 K:100 。
● 也有建議如 C:20 M:20 Y:20 K:100 。
● 最佳做法是向合作的印刷廠詢問其推薦的特黑CMYK值,因為不同印刷廠的設備和油墨特性可能有所差異。
表2: 推薦印刷「特黑」CMYK參考值
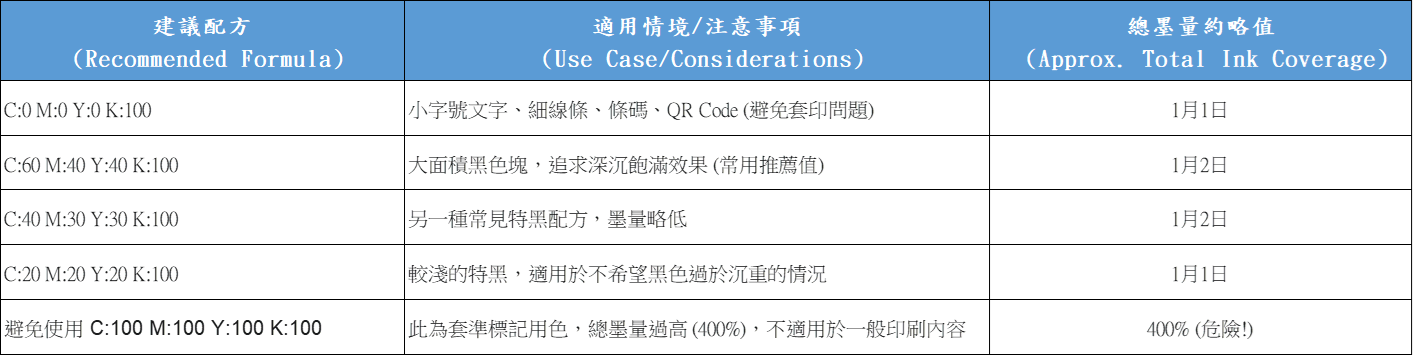 註:使用特黑時,應避免用於細小文字,以免套印不準造成模糊。總墨量請與印刷廠確認其上限。
註:使用特黑時,應避免用於細小文字,以免套印不準造成模糊。總墨量請與印刷廠確認其上限。
E. 透明度與特效:平面化的重要性
設計軟體中常用的透明度、陰影、漸層、濾鏡等特效,雖然能豐富視覺效果,但在印刷轉換過程中卻可能成為「地雷」。如果這些「即時」特效未經妥善處理,印刷廠的 RIP (Raster Image Processor,點陣影像處理器) 在解譯檔案時,可能會出現非預期的結果,例如特效消失、顏色區塊出現異常接縫 (stitching)、物件遺失等。
🔸 解決方案:平面化 (Flatten Transparency):
平面化是將含有透明度或複雜特效的區域,轉換為一系列不透明的、簡化的物件。這樣能降低檔案的複雜性,使其更容易被印刷系統正確解譯。
✅ 實用建議:
在輸出最終印刷檔案前(特別是如果未使用能較好支援即時透明度的 PDF/X-4 標準時),應執行透明度平面化。完成平面化後,務必仔細檢查稿件,確認是否有任何圖像、文字或特效因此產生變化或遺失。
● PDF/X-4 標準:
PDF/X-4 格式支援即時透明度效果,但前提是印刷廠的流程與設備也必須能完整支援。若不確定,或印刷廠要求使用 PDF/X-1a (此標準要求所有透明度必須平面化),則平面化仍是必要的步驟。
F. 檔案格式:選擇最適合印刷的格式 (PDF/X 為佳)
選擇正確的檔案格式是確保檔案順利交付印刷的關鍵。
● 首選:PDF (Portable Document Format):
PDF 是業界公認的標準印刷提交流程。它能將字型、圖像、版面配置等所有元素封裝在一個檔案中,確保在不同電腦和系統上開啟時,內容保持一致。
● 推薦:PDF/X 標準:
PDF/X (PDF for eXchange) 是專為圖形交換和印刷出版設計的 PDF 子集。它透過一系列規範(如要求嵌入字型、使用 CMYK 色彩、包含出血框資訊等),來確保檔案的可靠性與可預測性,大幅降低印刷錯誤的機率。
● PDF/X-1a:
較早期的標準,要求所有內容轉換為 CMYK,且透明度必須平面化。穩定性高,被廣泛接受。
● PDF/X-4:
較新的標準,支援 CMYK、已色彩管理的 RGB (需嵌入 ICC Profile) 以及即時透明度。彈性較大,但需要印刷廠擁有較現代的 RIP 系統。
🔸 為何選擇 PDF/X?
它像一個內建的「品管員」,在存檔時就幫忙檢查並修正了許多潛在問題,減少了設計師手動檢查的負擔和出錯的機會,讓設計師與印刷廠之間的溝通更順暢。
● 其他格式:
設計軟體的原生檔案格式 (如.ai,.indd,.psd) 有時印刷廠可能會因特殊需求而要求提供,但一般而言,PDF 是最終提交的首選。JPG、PNG 等格式通常不適合用於專業印刷,除非在非常特定的條件下(如已確認 CMYK、高解析度且印刷廠接受)。
● 軟體設定:
在 Adobe Illustrator, InDesign, Photoshop 等軟體中,通常都有預設的 PDF/X 轉存選項,善用這些設定能有效提升完稿品質。
G. 圖層管理:避免隱藏或鎖定
在設計過程中,圖層是管理複雜元素的利器。但在完稿時,不當的圖層管理可能引發問題。
♦️ 問題:
隱藏的圖層可能包含設計師遺忘但仍會被輸出的元素,或 наоборот,包含重要但被意外隱藏的內容。鎖定的圖層則可能妨礙印刷廠進行必要的微調(若事先已溝通並同意)。
✅ 實用建議:
在輸出最終印刷檔案前,仔細檢查所有圖層。刪除所有不必要的圖層,解鎖所有必要的圖層。確保檔案中「所見即所得」,即您在螢幕上看到的,就是您希望印刷出來的樣子 。
H. 完稿尺寸與方向:正確設定不馬虎
提交錯誤尺寸或方向的檔案,是常見且容易避免的失誤。
♦️ 問題:
檔案尺寸與訂單規格不符,會導致印刷廠需要重新調整,可能造成圖像拉伸變形、品質下降,或因成品尺寸不對而報廢重印。
✅ 實用建議:
從設計一開始,就應將文件尺寸設定為最終的「裁切後尺寸」,並根據需求額外設定出血。在提交檔案前,務必再次確認檔案的寬度、高度以及頁面方向(直式/橫式)是否完全符合訂單要求。對於名片等多模拼版的項目,還需注意正反面的排列方向是否符合印刷廠的規範。
I. 特殊加工指示:燙金、UV 等黑稿製作
若印刷品包含燙金、局部上光 (Spot UV)、擊凸/打凹、雷射雕刻等特殊加工,通常需要額外提供一份或多份「黑稿」(K100% Black Separation / Mask File) 。
🔹 說明:
黑稿是一份只有黑色的檔案(K值設為100%,其餘CMY為0),其黑色區域精確對應主設計稿中需要進行特殊加工的位置。印刷廠會根據這份黑稿製作相應的版材(如燙金版、UV版網等)。
✅ 實用建議:
● 黑稿的製作必須極其精確,確保其內容與主設計稿中對應加工的圖文位置完全吻合。
● 清楚標示每一份黑稿的用途(例如:「燙亮金黑稿」、「局部UV黑稿」)。
● 線條或微小圖案的加工,其最小粗細限制可能比一般印刷更嚴格,需向印刷廠確認。
● 這類特殊加工往往成本較高,一旦黑稿製作有誤,損失也相對較大,因此更需謹慎。
J. 最終檢查:預覽與自我校對
在將檔案傳送給印刷廠之前,進行最後的全面檢查至關重要。
🔹 疊印預視 (Overprint Preview):
利用設計軟體 (如 Illustrator, InDesign) 或 Adobe Acrobat Pro 中的「疊印預視」功能,檢查是否有物件設定了錯誤的疊印屬性,特別是黑色文字下方是否有其他顏色,或是有顏色被意外設定為疊印而導致混色。
🔹 自我校對 (Self-Proofing):
● 仔細審閱最終輸出的 PDF 檔案。檢查是否有錯別字、版面是否正確、圖像是否清晰、顏色是否大致符合預期(理解螢幕色與印刷色的差異)、出血與安全邊界是否設定妥當。
● 最好能將 PDF 檔案以 100% 實際尺寸列印一份(即使是普通印表機),有助於發現一些在螢幕上不易察覺的問題。
● 如果情況允許,請第二雙眼睛協助校對,旁觀者清。
🔹 與印刷廠溝通: 如果對任何設定或效果有疑問,不要猶豫,立即與印刷廠溝通確認,切勿抱持僥倖心理。
這十大檢查點涵蓋了完稿過程中絕大多數容易出錯的環節。養成逐項檢查的習慣,將能大幅提升印刷品的成功率,讓您的設計心血不致白費。
常見印刷陷阱與解決方案:告別錯誤,迎接完美成品
即使對完稿知識有了一定的了解,實際操作中仍可能遇到各種「陷阱」。本章節將系統性地整理印刷稿件中最常見的錯誤,並提供相應的解決方案與預防策略,助您避開這些雷區。許多錯誤的發生,往往源於設計師的疏忽、對軟體設定的不熟悉,或是對印刷流程物理限制的認知不足,而非印刷設備本身的技術故障。
A. 系統性整理常見錯誤
以下錯誤清單主要參考了業界經驗以及常見的客戶問題反饋,並加以擴充說明:
1.沒有出血位 (No Bleed):
⚠️後果:
裁切後成品邊緣可能出現白邊,或設計內容被部分裁切,影響美觀與完整性。
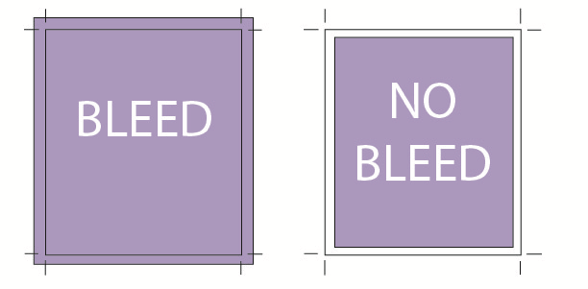 圖片來源:https://www.corshamprint.co.uk/crops-and-bleeds/
圖片來源:https://www.corshamprint.co.uk/crops-and-bleeds/
✔️ 預防/解決:
見第二章 C 節。務必在設計初期即設定正確的出血尺寸,並將所有觸及邊緣的元素延伸至出血線外。
2.字型無有外框/未嵌入 (Fonts Not Outlined/Embedded):
⚠️ 後果:
印刷廠開啟檔案時,若缺乏該字型,將導致字型被替換,版面錯亂。
✅ 預防/解決: 見第三章 A 節。提交 PDF 時,確保字型已嵌入(通常 PDF/X 標準會處理);若提交其他格式或有疑慮,則將文字建立外框。
3.缺圖/檔,需要崁入 (Missing/Unembedded Images):
⚠️ 後果: 印刷時圖片遺失,出現空白或低解析度預覽圖。
✔️ 預防/解決: 見第三章 B 節。務必將所有連結圖片嵌入檔案中。
4.圖檔沒有轉CMYK (Images Not CMYK):
⚠️ 後果: 顏色在印刷後與螢幕顯示有顯著差異,通常色彩飽和度降低、亮度變暗。
✔️ 預防/解決: 見第二章 A 節。所有用於印刷的點陣圖檔(如照片)都應轉換為 CMYK 色彩模式。
5.內崁圖檔解析度不足 (Insufficient Image Resolution):
⚠️ 後果: 印刷出來的圖片模糊、有鋸齒(馬賽克)。
✔️ 預防/解決: 見第二章 B 節與第三章 B 節。確保圖片在最終印刷尺寸下的解析度至少為 300 DPI。
6.顏色色值出現問題 (Color Value Issues):
⚠️ 後果: 顏色過淡無法印出、總墨量過高導致背印或乾燥問題、特定敏感色(如深紫、橘色、特定藍綠色)色偏嚴重。
✔️ 預防/解決:
● 避免使用總墨量超過印刷廠規範上限的顏色(一般合版印刷建議不超過 200%-250%)。
● 避免使用低於 3%-5% 的淺網色調,可能因太淺而無法印出。
● 對於敏感色,若顏色準確性要求極高,建議考慮獨立版印刷並提供色票或打樣。
7.上傳檔案與產品不符 (File Mismatch with Order Specs):
⚠️ 後果: 印刷成品尺寸錯誤、單雙面印錯、加工項目遺漏等,導致重製與延誤。
✔️ 預防/解決: 提交檔案前,仔細核對訂單規格(尺寸、紙張、數量、單雙面、加工方式等)與檔案內容是否完全一致。清晰命名檔案有助於區分。
8.檔案無法打開 (File Cannot Be Opened):
⚠️ 後果: 印刷廠無法處理檔案,造成延誤。
✔️ 預防/解決:
● 存檔時選擇印刷廠支援的軟體版本(若提供原生檔案)或通用的 PDF 格式。
● 避免使用過於冷僻的檔案格式。
● 確認檔案未損毀。
9.缺加工黑稿/沒有標明加工位置 (Missing/Incorrect Special Finish Separations):
⚠️ 後果: 特殊加工(燙金、UV等)無法製作,或加工位置錯誤。
✔️ 預防/解決: 見第三章 I 節。務必提供正確且對位的 K100 黑稿,並清楚標示加工方式與範圍。
10.圖層被鎖 或 隱藏 (Layers Locked or Hidden):
⚠️ 後果: 重要內容未印出,或印刷廠無法進行必要調整。
✔️ 預防/解決: 見第三章 G 節。提交前檢查並清理圖層。
11.過度依賴螢幕顏色 (Over-reliance on Screen Color):
⚠️ 後果: 印刷成品顏色與螢幕所見有落差,引發客戶不滿。
✔️ 預防/解決:
理解螢幕 (RGB發光) 與印刷 (CMYK反射) 的呈色原理不同。螢幕顏色僅供參考,不能作為印刷對色標準。若對顏色要求嚴格,應索取紙本打樣或進行追色。
B. 解決方案與預防策略
許多印刷錯誤並非單一事件,一個小疏忽可能像推倒第一張骨牌一樣,引發連鎖反應,最終影響整個專案的品質、時程與成本。例如,使用了 RGB 的圖片(錯誤4),必然導致顏色問題(錯誤6);字型未處理(錯誤2),則整個版面美感盡失。這種連鎖效應凸顯了全面檢查的重要性。
表3: 常見完稿錯誤與預防檢查表
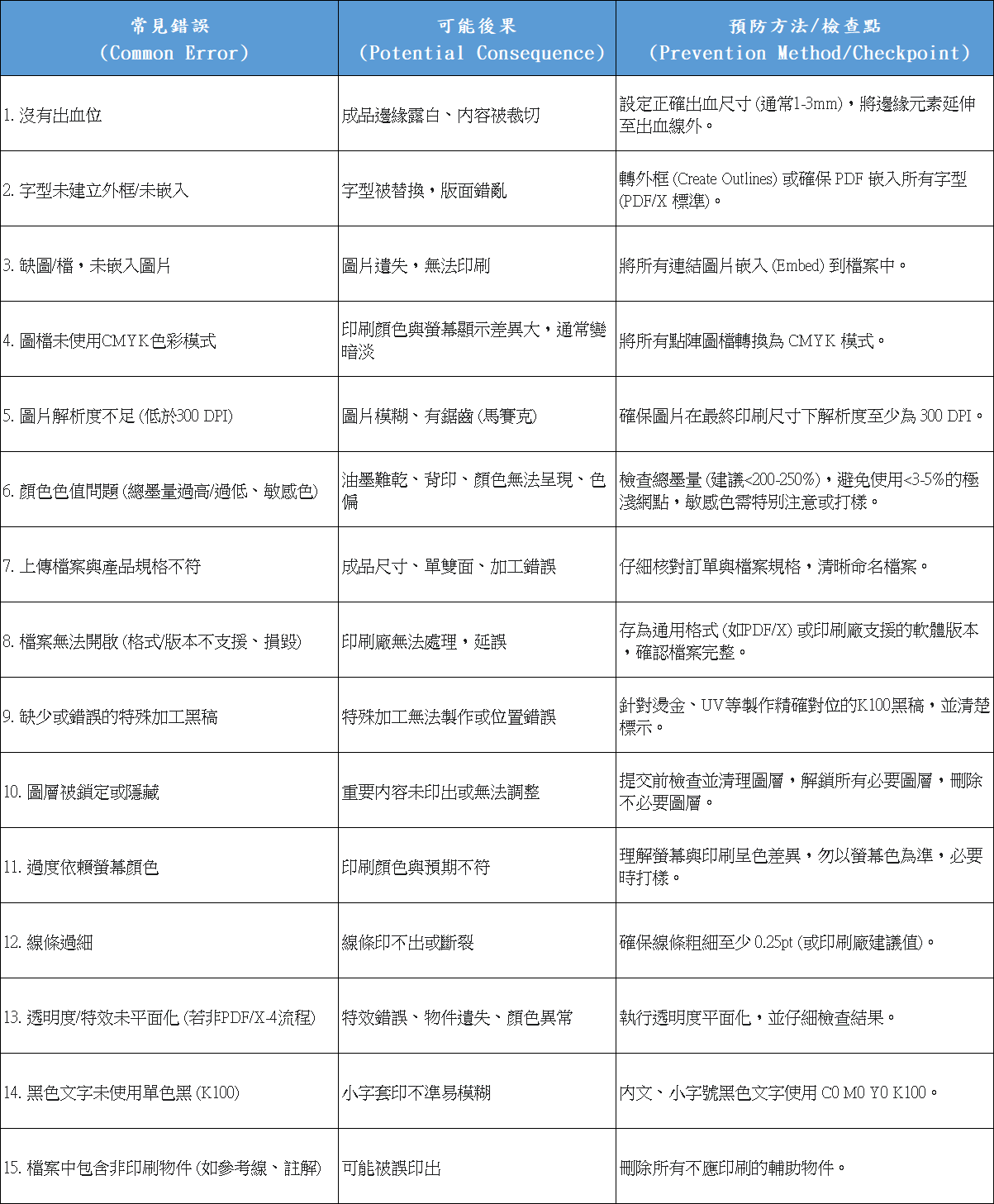 這份檢查表不僅是錯誤的彙總,更是一種積極的預防策略。養成在每次提交檔案前,逐項核對的習慣,將能最大程度地降低出錯風險,確保設計意圖準確無誤地轉化為實體印刷品。這也反映出,印刷完稿的成功,很大程度上取決於設計師的細心程度與對流程的掌握,而非僅僅依賴軟體功能。
這份檢查表不僅是錯誤的彙總,更是一種積極的預防策略。養成在每次提交檔案前,逐項核對的習慣,將能最大程度地降低出錯風險,確保設計意圖準確無誤地轉化為實體印刷品。這也反映出,印刷完稿的成功,很大程度上取決於設計師的細心程度與對流程的掌握,而非僅僅依賴軟體功能。
活用設計軟體:提升完稿效率的秘訣 (Illustrator, Photoshop, InDesign)
設計軟體是實現創意的工具,熟悉其特性並掌握正確的使用方法,能大幅提升完稿的效率與品質。雖然軟體功能強大,但若缺乏對印刷原理的理解,仍可能誤用設定,導致問題。因此,軟體技能與印刷知識應相輔相成。
A. Adobe Illustrator
Adobe Illustrator 是以向量繪圖為核心的軟體,非常適合用於 Logo 設計、插畫、圖示製作、以及需要精確路徑的排版工作(例如刀模線的繪製)。其「萬能工具」的稱號並非虛名,從單頁宣傳品到複雜的多頁專案,乃至於特殊割型,Illustrator 都能勝任。
🔹 關鍵功能與技巧:
● 工作區域 (Artboards):
可在單一檔案中管理多個不同尺寸或相關聯的設計稿件。
● 建立裁切標記 (Trim Marks):
可自動或手動產生標準的裁切標記。
● 分色預視 (Separation Preview) 面板:
可檢查各色版的油墨分佈情況,有助於發現潛在的套印或顏色問題。
● 圖層管理:
有效運用圖層來組織設計元素,方便編輯與管理。
● 字型處理:
如前述,執行「建立外框」或在轉存 PDF 時確保字型嵌入。
● 色彩模式:
務必確認文件色彩模式為 CMYK。
● PDF 轉存:
提供多種 PDF 預設集,包括 PDF/X 標準,方便輸出高品質印刷檔案。
B. Adobe Photoshop
Adobe Photoshop 是點陣圖像編輯的業界標準,主要用於處理照片等像素構成的影像。
🔹 關鍵功能與技巧:
● 色彩校正與修飾:
調整圖像的亮度、對比、色彩平衡,去除瑕疵。
● 解析度與尺寸調整:
確保圖像在最終印刷尺寸下達到 300 DPI。
● 色彩模式轉換:
將 RGB 圖像轉換為 CMYK。
● 圖層平面化:
若非提交包含圖層的 PSD 檔案(需與印刷廠溝通),在儲存為最終印刷格式(如 TIFF 或整合入 PDF)前,建議將圖層平面化,以減少檔案大小和複雜性。
● 儲存格式:
常用於印刷的格式有 TIFF、高品質 JPEG (CMYK),或直接將編輯好的圖像置入 Illustrator 或 InDesign 中排版。
C. Adobe InDesign
Adobe InDesign 是專業的排版軟體,特別擅長處理多頁文件,如書籍、雜誌、型錄、手冊等。
🔹 關鍵功能與技巧:
● 主版頁面 (Master Pages):
可設定重複出現的頁眉、頁腳、頁碼等元素,提高排版效率與一致性。
● 樣式 (Styles):
建立字元樣式、段落樣式、物件樣式等,方便統一修改與管理設計元素的屬性。
● 印前檢查 (Preflight) 面板:
InDesign 內建強大的印前檢查功能,可在設計過程中即時提示潛在問題(如低解析度圖片、溢出文字、RGB 色彩等)。
● 封裝 (Package) 功能:
可將設計檔案、所有連結的圖片以及使用的字型(若授權允許)一併打包,方便交付給印刷廠(雖然最終仍以提交 PDF 為主)。
● PDF 轉存:
同樣提供強大的 PDF 轉存選項,支援 PDF/X 標準。
D. 通用軟體使用技巧
無論使用何種設計軟體,以下技巧都有助於提升完稿效率與品質:
🔹 軟體更新與相容性:
保持軟體在相對較新的版本,以獲得最新功能和錯誤修正。但若使用最新版本,需留意印刷廠是否支援,避免相容性問題。
🔹 善用快捷鍵:
學習並使用常用功能的快捷鍵,能顯著提升操作速度。
🔹 利用印前檢查工具:
除了軟體內建的檢查功能,也可使用 Adobe Acrobat Pro 等專業工具進行最終 PDF 的印前檢查。
🔹 檔案備份與版本管理:
定期儲存工作檔案,並在進行重大修改(如文字轉外框、平面化透明度)前,保留一份可編輯的原始版本。這就像廚師在完成一道菜的最終調味前,會先留一份底料,以防不測。
🔹 整合工作流程:
了解不同軟體的優勢,並在需要時整合運用。例如,先在 Photoshop 中處理好圖片,再置入 Illustrator 或 InDesign 中進行排版設計。這種跨軟體的作業流程,要求設計師對各軟體間的檔案格式、色彩管理等有清晰的認知,才能確保資訊在轉換過程中不失真。
熟悉軟體操作是基礎,但更重要的是理解其背後的印刷原理。軟體只是工具,真正的完稿品質取決於使用者的知識與細心。
與印刷廠的有效溝通:確保您的設計完美呈現
即使擁有完美的設計稿件和無懈可擊的完稿檔案,若缺乏與印刷廠的有效溝通,仍可能在最後關頭功虧一簣。將印刷廠視為達成共同目標的夥伴,而非僅僅是執行指令的廠商,是確保設計完美呈現的關鍵一步。許多潛在的印刷問題,其實可以透過事前的充分溝通來避免。
A. 建立夥伴關係
成功的印刷專案,往往建立在設計師與印刷廠之間的良好合作基礎上。印刷廠擁有豐富的實務經驗和專業知識,他們不僅是檔案的接收者,更是可以提供寶貴建議的專家。
B. 早期溝通的重要性
不要等到設計全部完成才開始與印刷廠接觸,尤其對於複雜的專案、特殊的紙材或加工方式,更應在設計初期就進行溝通。提早溝通可以:
● 確認技術可行性:
了解印刷廠的設備能力和技術限制。
● 獲取規格建議:
針對紙張選擇、裝訂方式、特殊加工等,獲取專業建議,有時甚至能找到更具成本效益的方案。
● 避免後期修改:
在設計方向確定前就釐清規格,可以避免因規格不符而導致的大幅修改。
C. 關鍵溝通要點
與印刷廠溝通時,務必清晰、準確地傳達以下資訊:
🔹 專案規格 (Project Specifications):
● 數量 (Quantity): 印刷的份數。
● 紙張 (Paper): 種類(如銅版紙、道林紙、美術紙等)、磅數/厚度、紋理、顏色。
● 尺寸 (Size): 成品完成尺寸。
● 色彩 (Color): 單色、雙色、四色 (CMYK)、特殊色 (Pantone)。
● 裝訂 (Binding): 騎馬釘、膠裝、線裝、環裝等。
● 加工 (Finishing): 上光(亮P、霧P)、燙金、擊凸、軋型、流水號等。
● 交期 (Deadline): 期望的完成時間。
🔹 檔案格式偏好 (File Format Preferences): 確認印刷廠偏好的檔案格式及版本,尤其是 PDF 的設定(如 PDF/X-1a 或 PDF/X-4)。
🔹 色彩期望 (Color Expectations):
● 若有對顏色準確性要求極高的部分,應主動提出。
● 詢問是否需要提供色票 (Pantone 色號) 或參考樣品。
● 了解印刷廠的打樣流程(數位打樣、傳統打樣)。
● 需認知不同印刷廠、不同批次、不同紙張都可能造成合理的色差。
🔹 出血與安全邊界要求 (Bleed and Safe Margin Requirements): 再次確認印刷廠對於出血值和安全邊界的具體規範。
🔹 打樣與校對流程 (Proofing Process): 了解印刷廠提供哪種形式的樣張(數位 PDF 樣張、紙本打樣),以及校對確認的流程與時限。
🔹 特殊加工細節 (Special Finishing Details): 若有特殊加工,務必提供清晰的指示和正確製作的黑稿檔案。
🔹 索取印刷規格表 (Print Specification Sheet): 許多印刷廠會提供制式的印刷規格說明文件,可主動索取。
 圖片來源:https://sureprintanddesign.ca/content/file-specifications/
圖片來源:https://sureprintanddesign.ca/content/file-specifications/
D. 提供清晰的指示
● 檔案命名 (File Naming):
使用清晰、有條理的檔案命名方式,例如包含產品名稱、尺寸、日期等資訊,方便印刷廠識別與管理。
● 檔案交付 (File Submission):
若提交多個檔案(如主稿件與加工黑稿),應提供清單或在郵件中清楚說明各檔案的用途。
有效的溝通是一項重要的風險管理策略。透過主動、清晰的雙向溝通,可以預先解決許多潛在的技術問題,確保雙方對最終成品的期望一致,從而避免因誤解或規格不清導致的錯誤和損失。印刷廠的專業人員每天都在處理各種印刷難題,他們是設計師在實現創意過程中的寶貴資源,善用他們的經驗,能讓專案進行得更為順利。
結語:成為印刷完稿達人,讓您的創意大放異彩
精通印刷完稿知識,如同為您的創意設計裝上了一雙強而有力的翅膀。它不僅能確保您的作品以最完美的方式呈現,更能為您帶來實質的效益:避免代價高昂的錯誤、節省寶貴的時間與金錢、提升客戶滿意度,並最終增強您作為專業設計師的自信與市場競爭力。
從理解 CMYK 與 RGB 的色彩奧秘,到掌握解析度、出血、安全邊界的設定;從細緻處理字體、圖像與線條,到正確設定黑色與平面化特效;從選擇合適的檔案格式,到管理圖層與特殊加工指示;再到與印刷廠進行有效溝通——每一個環節都至關重要。這些知識與技巧,共同構成了印刷完稿的專業基石。
然而,印刷技術與設計趨勢是不斷發展演進的。正如我們在數位時代看到科技的飛速迭代,印刷行業也在持續吸納新的技術與方法。因此,保持一顆持續學習的心,關注行業動態,不斷精進自身的專業技能,是每一位設計從業人員的長久課題。今日的「基本知識」,可能是明日的「基礎常識」;而新的技術,則可能帶來更高效、更富創意的完稿解決方案。現在,就開始您的印刷完稿達人之路吧!
相關產品參考:
https://www.jcolor.com.tw/design/blog_list?category=Printing&page=1
https://www.jcolor.com.tw/design/blog_list?category=654070fb233bc827008b6ab4&page=1










